The HIGH POWER WELDING MODULE is a fully integrated f-theta-based welding solution for demanding industrial applications. Thanks to its modular architecture, the system can be precisely adapted to application-specific requirements – mechanically, optically, and in terms of software. The pre-configured collimation, its optional camera and OCT solutions, and the integration into the RAYLASE software platform enable fast setup and stable processes even at high cycle rates.
As a machine manufacturer, plant engineer, or integrator, the HIGH POWER WELDING MODULE enables you to meet a wide range of customer requirements for high laser power and reliable processing. Applications include, for example, welding battery cell covers or tab welding with aluminum and/or copper sheets. The HIGH POWER WELDING MODULE connects steel sheets using remote welding in combination with a robot, and, thanks to its digital deflection units, it ensures high-quality results when welding metals and plastics.
Thus, the HIGH POWER WELDING MODULE offers a robust platform that reliably, reproducibly, and reliably implements laser welding applications with the highest requirements.

Flexible wavelengths and materials

Clean-room manufacturing
Platform Solution with integrated Process Control
The wealth of variants within the components of our HIGH POWER WELDING MODULE maximizes your flexibility as a machine manufacturer when planning, designing and (re)constructing production lines. As an engineer, the diversity of options to choose from means that you’ll enjoy a greater scope of design and more freedom to realize your complex developments.
The high-power welding module is available with infrared, green, or blue wavelengths. With a working area of up to 300 x 300 mm, this cost-efficient and modular laser welding solution is ideal for industrial applications.
Here, the high-power welding module guarantees:
- Stable laser power outputs due to diverse mirror substrates and coatings
- Flexible processes thanks to lenses with a range of focal lengths
- Creative scope of design thanks to various collimators
- Extensive range of sensors for process monitoring and automation
- Significantly reduced programming effort thanks to highly functional control cards
Optical coherence tomography – Reliable Monitoring of Welding Keyhole Depth
Especially for processes involving deep, dynamic welding, a precise control of the welding depth is crucial to the quality of the joint. Such measurements become possible using optical coherence tomography (OCT), which enables real-time monitoring of the dynamics of the melt pool.
For this purpose, the HIGH POWER WELDING MODULE can be optionally equipped with a fully integrated OCT system. It uses the OCT250 from Lessmüller Lasertechnik - a coaxial, interferometric inline measuring system for high-precision measurement of the keyhole depth during the welding process. The measurement takes place directly in the beam path and in real time - without any additional calibration effort.

An OCT can be used to determine the welding depth directly during the welding process. (Source: Lessmüller Lasertechnik GmbH)
The integration is fully implemented on the mechanical, optical, and software levels. In combination with the digital scanner control (SL2-100 or RL3-100), the positions of the OCT measuring laser and the processing laser can be coordinated to match the respective application. The continuous measurement data is then available for evaluation in the Lessmüller software, while the RAYGUIDE software provides the user with IO/NIO information.
Typical areas of application include structurally critical welding processes, such as controlled deep penetration welding for battery housings, copper connectors, or aluminum components, wherever a constant welding depth is crucial for quality.
Further options for quality assurance
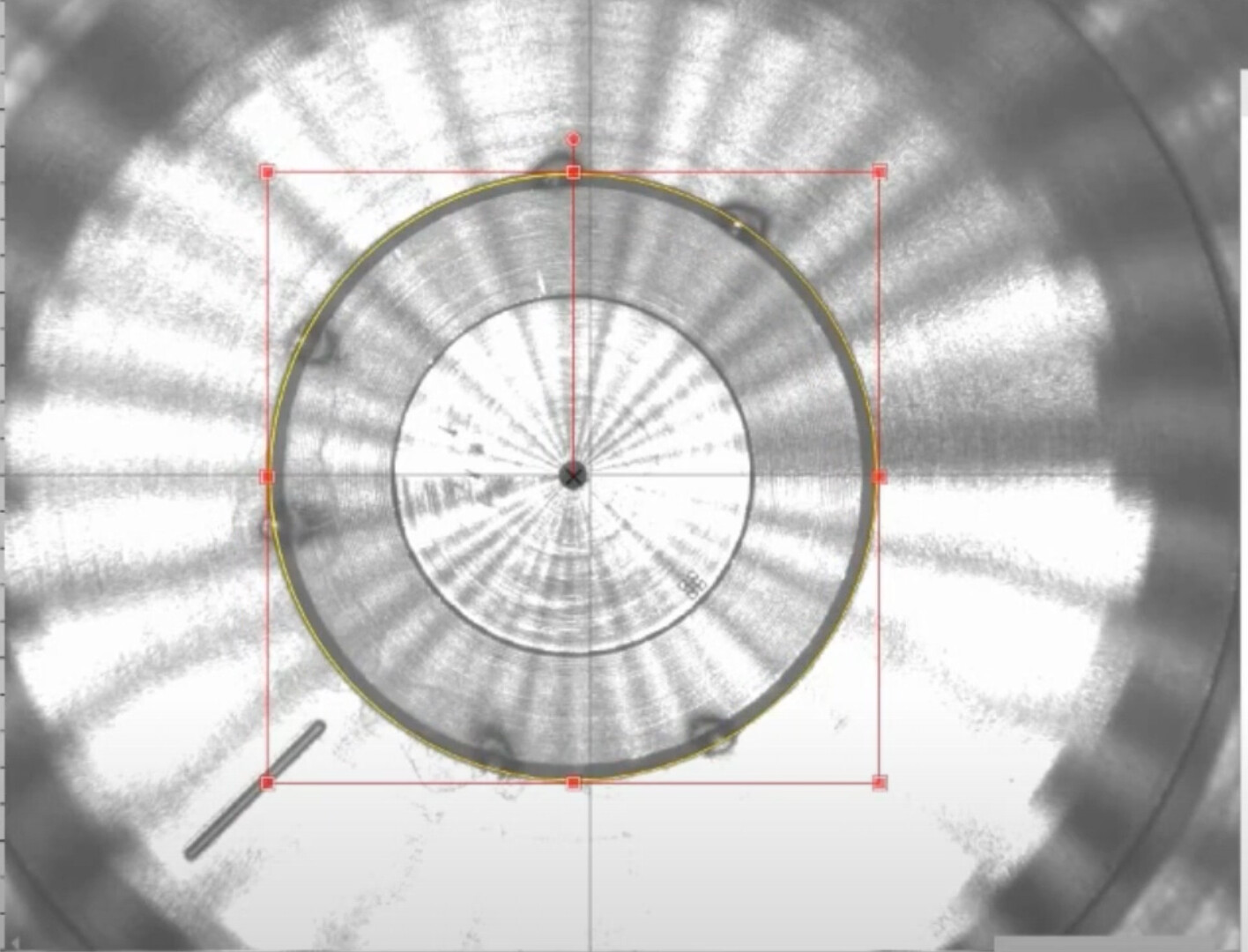
The work piece can be detected using an on-axis camera. Subsequently, the laser processing can be adapted accordingly.
Besides the optionally integrated OCT sensor, additional components are available for process monitoring and control. Using the high-power camera adapter, the HIGH POWER WELDING MODULE can be expanded with a camera or pyrometer for on-axis process monitoring.
Thanks to the f-Theta objective, the camera focus remains permanently in the working plane, eliminating the need for tracking the z-position. This facilitates setup and enables stable visual observation across the entire working fi eld. The camera observation can be easily combined with the RAYGUIDE software to detect workpiece positions, adjust processing paths, or minimize manual interventions.
Furthermore, camera monitoring is suitable for visual inspection before the process begins, for support during setup procedures, and for documentation and traceability after welding.
Easy integration thanks to extensive accessories
A preconfigured control card simplifies the smooth and rapid integration of the high-power welding module into machines and, if necessary, into higher-level systems.
With the comprehensive RAYGUIDE process software your programming effort as a machine manufacturer or integrator is reduced significantly, as editing a client-side library via the Software Development Kit (SDK) is already greatly simplified for standard applications.
Stable production time over a longer operating life of the high-power welding module is achieved by an optional air knife, which improves the cleanliness of the optics. Optional stainless-steel components also offer protection against corrosion.
Variants of a HIGH-POWER-SCHWEISSMODUL for 1070 nm
Whether it's a camera, OCT, F-theta, or collimation, all components of the HIGH POWER WELDING MODULE can be precisely tailored to the respective process, providing maximum flexibility with minimal integration effort.

What you can rely on with Raylase:
We strive, above all, to achieve usability, quality and productivity. That’s why all development, manufacturing and functional testing of high-quality laser applications for virtually all sectors happens exclusively in our own in-house laboratories and production facilities. We guarantee fast service and expert maintenance by means of our global support network.
The perfect companion:

RAYGUIDE: SIMPLE PROCESS SOFTWARE
Guarantees fast and easy interactions for customised programming. User-friendly set-up and calibration of the deflection unit and effortless automation.
SP-ICE 3: CONTROL CARD WITH FEEDBACK
Can be used universally as well as specifically for indi-vidual requirements. The laser system can thus be op-timally controlled, optimised during development and monitored during operation.
