IN-VACUUM LASER BEAM WELDING
TOP-QUALITY WELDED JOINTS
Laser beam welding under vacuum conditions enables better, more affordable and more energy-efficient production of deep welds.
Greater use of renewable energies is absolutely vital if we are to have an impact on climate change. Wind power, vehicle electrification and fuel cells for moving larger loads like ships, trains and planes, all appear to be promising, major emerging markets. But easy-to-process materials and high-quality components aren’t the only things that are required here; high demands are being placed on the economic efficiency of machining processes too. This is particularly true of the welding processes encountered in the production of bipolar plates for fuel cells, batteries for electric vehicles, busbars for power electronics, copper hairpins for electronic drive trains or steel components for offshore wind turbines. So fast, energy-efficient and high-quality welding technology is not only desirable among mechanical engineers and integrators; it is in high demand too. One process that offers precisely these advantages is fascinating: laser beam welding under vacuum conditions. It enables high weld penetrations on stainless steel, aluminium and copper metal alloys and joints, with less energy expenditure compared to conventional welding processes, and therefore offers improved quality and higher productivity while cutting costs.
How in-vacuum laser beam welding developed
Sometimes it’s coincidence and other times it’s an inquisitive mindset that helps give new technologies a boost. Both of these aspects applied in this situation. Dr Christian Otten commented: ‘My colleagues and I discovered the process while I was a PhD student. At that time, I was a research assistant at the Welding and Joining Institute at RWTH Aachen University, doing my doctorate on electron and laser beam welding of combinations of materials. Back then, we were asking ourselves why electron beam welds are so much better than laser beam welds, and what influence the vacuum had on this.’

Dr Christian Otten (Managing Director of LaVa-X) has every reason to be happy. The company is developing well, and in 2020 it received the ‘Rheinland Genial’ regional innovation award for in-vacuum laser beam welding.
Source: LaVa-X
The results were impressive: in-vacuum laser beam welding meant identical welds could be produced, just like with the electron beam. Even with a few millibars of negative pressure. In comparison, electron beam welding requires a high vacuum of up to 10-6 mbar to prevent the accelerated electrons from colliding with the nitrogen and oxygen molecules. The laser can also be scaled better in its power compared to production in an air atmosphere, which greatly reduces the welding system’s energy consumption. ‘So the new process had all the advantages of electron beam welding, without its disadvantages such as X-rays. I just couldn’t get it out of my head,’ remarked Dr Otten, summing up the results.
Taking these ground-breaking research results with him, Dr Otten finally took the plunge into self-employment. He quit his job and established LaVa-X GmbH in Herzogenrath in 2017. He is still the company’s managing director today. ‘Back then, we started very small with two employees in an office at Aachen University of Applied Sciences. Today, we are sitting in modern premises with 26 employees, and we are proud of that,’ he remarked, underlining the company’s rapid growth over the last five years.
Atmospheric laser beam welding: fraught with problems
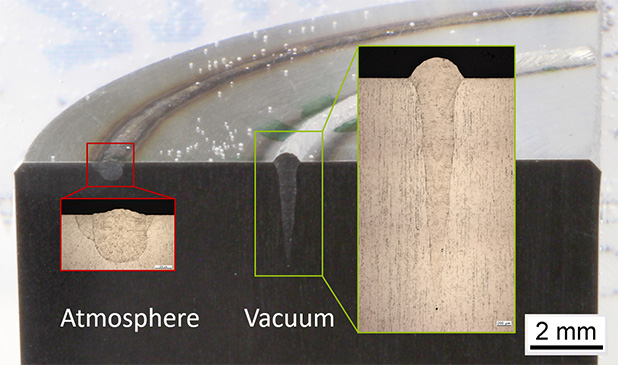
In conventional laser beam welding under ambient conditions, also referred to as ‘atmospheric’, there is a great deal of spattering (see image) caused by an unstable weld pool. Welding in an air atmosphere is always associated with oxidation, which is why it exhibits higher corrosion, resulting in discolouration that needs to be reworked.
Particularly in the booming electromobility sector, where welding of copper components is a major issue, companies have recently started to rely on laser welding in the green or blue wavelength spectrum. But the advantageous aspect for material processing goes hand in hand with high investment costs for costly lasers for the companies themselves. Here, in-vacuum laser welding, which the company also refers to as ‘LaVa welding’, offers a far more affordable alternative. It combines high quality with increased productivity – and at a far lower cost to boot.

A LaVa-X employee works on a laser welding machine with the open evacuation chamber inside. It creates a vacuum over the component in 3 to 5 seconds. Source: LaVa-X
The positive effects that a vacuum has on the process
Compared to conventional methods, the in-vacuum process (100 mbar) runs very smoothly; there are hardly any pores or instances of spattering, and hot and hardness cracking occurs far less frequently. There is no need to rework the workpieces, since no oxidation takes place. The weld penetration for stainless steel can also be increased by up to 60% with the same welding parameters or, conversely, the laser power can be reduced. Specifically, this means that weld penetrations of 1 mm can be achieved with just 200 W.
So the quality that can be achieved under vacuum conditions is convincing in many respects. The lasers’ lower power also means that the welding process naturally also requires significantly less energy. Components can also be produced in a vacuum without intermediate steps. All of this saves time and cuts costs, increasing productivity as a result. Incidentally, the evacuation of the product-related chambers is surprisingly speedy – lasting just 3 to 5 seconds. Dr Otten added: ‘In high-efficiency facilities, the vacuum chambers are adapted to the product such that only a very small volume needs to be evacuated.’
The advantages of in-vacuum laser beam welding at a glance:
- Reduction of pores and spattering
- Less warpage
- Vacuum weld pool quieter and more controlled Precise and deep welds
- Parallel seam edges
- No steaming and contamination
- Better corrosion resistance
- High weld penetration
- Up to 60% energy reduction
- Lower laser power needs less power Improved energy footprint
Product solutions: The SUPERSCAN IV series from RAYLASE in apertures 15, 20 and 30 is particularly well suited to in-vacuum laser beam welding.
Correctly qualifying the welding process is half the battle
50% of LaVa-X’s work during process development involves qualifying the welding process (i.e. analysing the ideal welding parameters accordingly). The requirements and challenges vary a great deal depending on whether aluminium, copper or stainless steel joints, or mixed joints, are involved. Dr Otten commented: ‘The machine is always built around the process. For example, we weld insulation panels for thermal insulation and pressure sensors for gas plants, and offer lots of superb solutions for electromobility.’
LaVa-X employee qualifying the weld of an aluminium / copper mixed joint for electromobility

A clear plus: combining in-vacuum laser beam welding + deflection units
Bernhard Dauner, sales representative: "Larger processing fields are often required, particularly when welding bipolar plates for fuel cell production. LaVa-X works with our AXIALSCAN FIBER-30 during this process."
The RAYLASE solution RAYLASE’s Superscan IV series is also excellently suited to LaVa welding. It is compact and highly dynamic.
‘Personally, I really appreciate working with deflection units,’ said Dr Otten, ‘because instead of rotating the component, it’s far easier to guide the laser beam accordingly, allowing us to process several components at once. It hugely increases our productivity!’ The SUPERSCAN IV-15 from RAYLASE is used during this process. It is located outside of the vacuum chamber. ‘We can use it to set particularly high oscillation frequencies and high amplitudes, and therefore make effective use of wobble welding. The small mirrors’ high dynamic responses during changeover are also very important to us at a low laser power. We also use the 20 and 30 version of the SUPERSCAN IV, but only for powers above 2 kW, or when we need a smaller spot with a long focal length at the same time.’
Bernhard Dauner, who is in charge of LaVa-X at RAYLASE, remarked: ‘When combined with lightweight and rigid silicon carbide mirrors, the SUPERSCAN IV’s model-based, digital control offers maximum dynamic responses and final speed. The robust, watercooled master block design, in conjunction with optional air flushing, enables applications at up to 6 kW laser power.’
The advantages of the SUPERSCAN IV series at a glance are:
- Control using the SL2-100 protocol (20 bit) or the XY2-100 protocol (16 bit)
- Greatly reduced power loss and minimal heat development thanks to a digital PWM output stage High dynamic responses and speeds for maximum productivity, especially in wobble welding and other challenging applications
- Wide range of mirror substrates and coatings for diverse applications

Herzogenrath-based LaVa-X GmbH is still a young company. It was established in 2017 by Dr Christian Otten and focuses on what is known as ‘LaVa welding’ – in-vacuum laser beam welding. The process is considered to be an energy-saving, economical alternative to the classic laser welding process and is increasingly being used for renewable energies. This method can be used to join almost all metallic materials such as stainless steel, aluminium, titanium and copper in the highest quality. To this end, the company offers a wide range of services ranging from feasibility studies and B-sample production, to the construction of welding systems. The product-related machines are installed on a turnkey basis. So manufacturing cells with modular automation technology even come with the available LavaCELL production systems from LaVa-X. The LaVa-X team’s goal is to support its customers in all joining challenges and to continuously improve the quality and productivity of in-vacuum laser beam welding, and RAYLASE’s corresponding laser deflection units always provide a helping hand in this respect. The strongest sector at present is sensor technology.

An employee adjusts the laser process. The open evacuation chamber can be seen behind him. The chamber is available in three product-related dimensions. Source: LaVa-X
The innovative process is proving to be an extra plus for the user’s energy footprint. All in all, LaVa welding can save up to 35% energy compared to conventional laser welding. Not only does it require less laser power and therefore lower energy consumption; in-vacuum welding doesn’t require compressed air to keep the optics free from spatter and smoke residue. And it should be a known fact that compressed air is one of the most expensive and energy-wasting media there is. These are all factors that are all the more important in light of skyrocketing energy prices at present.
And how did Dr Otten become aware of RAYLASE? ‘We value quality above all else, and the quality of the SP-ICE-3 control card impressed us so much a few years ago that we are now working with complete systems from RAYLASE too.
Summary: Quality comes from quality and, together, LaVa-X and RAYLASE are doing more than just upping the productivity of in-vacuum laser welding many times over; they are also protecting consumption of resources. So they’re making a positive contribution to protecting the climate.
