Scanning system for welding copper hairpins in electric motors
Which scanning system is suitable for welding copper hairpins in electric motors?
No fuel-cell, hybrid or electric vehicles can work without an electric motor. An electric motor, in turn, needs a stator – the stationary outer component that works as a field magnet in the electric powertrain. To fulfill its task of generating a magnet field that is as stable as possible, stators normally use windings of copper wire. For quite some time now, automotive manufacturers have been making increasing use of hairpin technology. The simple reason being that it makes the process more cost-efficient. The higher degrees of automation and scalability reduce production costs and thus support serial production.
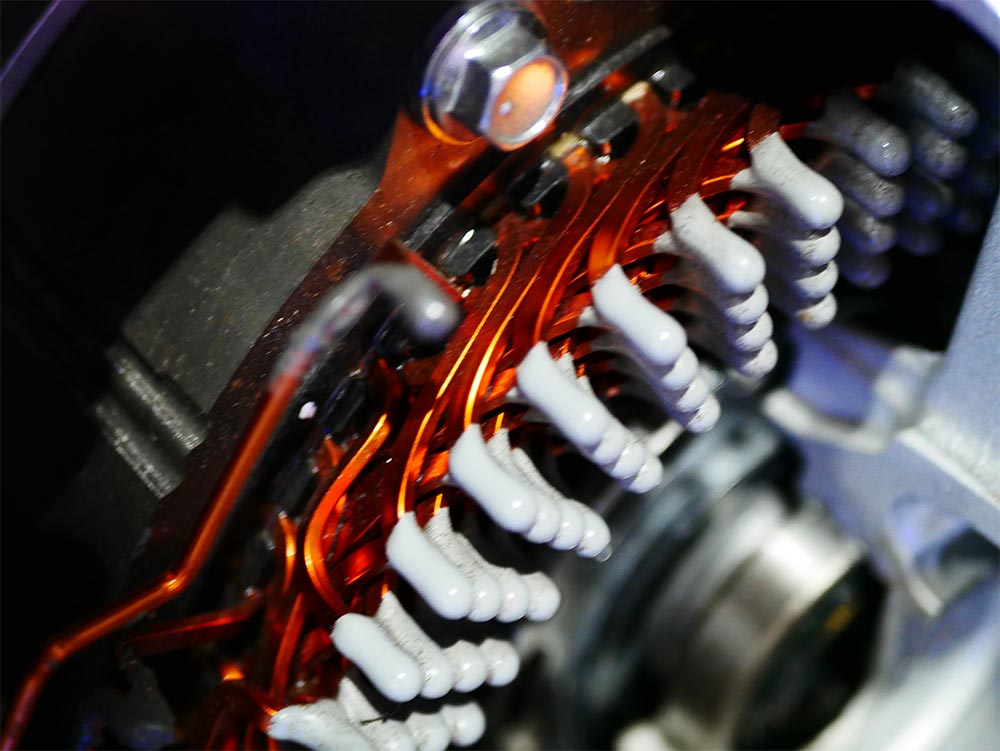
Hairpins in a stator
The electrical slot filling factor of hairpin stators is around 73% due to the rectangular cross-section area of the hairpins and the smaller number of windings. This is significantly higher than with conventional methods, which achieve approx. 50%.
In the hairpin technique, a compressed air gun shoots preformed rectangles of copper wire (similar to hairpins) into slots on the edge of the motor. For each stator, between 160 and 220 hairpins have to be processed within no more than 60 to 120 seconds. After this, the wires are intertwined and welded. Extreme precision is required to preserve the electrical conductivity of the hairpins.
Laser scanners are often used prior to this processing step. For example, hairpins from particularly electrically and thermally conductive copper wire is often stripped from the coating layer and cleaned by laser beam. This produces a pure copper compound without any interfering influences from foreign particles, which can easily withstand voltages of 800 V. However, copper as a material, despite its many benefits for electromobility, also presents some drawbacks.
Laser optics in the green wavelength range
Innovative laser beam deflection units from RAYLASE GmbH fulfill the unique requirements of the copper welding process in the electromobility sector.

Green and blue lasers are gaining ground in the area of electromobility
source: Fraunhofer ILT, Aachen
LOW ABSORPTION OF HEAT BY COPPER WITH INFRARED RADIATION
Laser welding is normally done in the infrared wavelength range, with very high laser power of several kilowatts. With processing wavelengths in the region of 1000 nm, copper displays highly reflective properties. In other words, there is insufficient penetration of the laser radiation into the copper hairpins. This can cause irregularities in the energy input, resulting in defects. Depending on the surface finish, this can mean that reproducible welds cannot be guaranteed.
Copper interacts completely differently with the green wavelength in heat conduction welding. In this case, the laser light can be absorbed to a much better degree by the copper hairpin, so that local heating of the component is achieved. This results in a stable soldering process, reproducible energy input at higher absorption levels, and thus a reduction in the laser power required compared with laser joining in the infrared wavelength range.
GREEN LASERS DELIVER PERFECT WELDING RESULTS WITH COPPER
RAYLASE offers optimal laser components for industrial lasers in the green wavelength range around 515 nm. These enable productive and virtually spatter-free processing of copper contacts for the electromobility sector. The complete process is also more energy efficient without impacting on the high quality of the copper weldseams.
André Häusler, Team Leader for the micro-joining of metal materials at the Fraunhofer ILT, believes that there is also a huge demand for laser-based joining of copper contacts in battery manufacturing:
“Thermal energy can be applied locally in a very targeted way so thermally sensitive layers are not damaged. The laser-based joining process is also ideally suited to automation. The benefits of using laser beam sources in the green and, in future, in the blue wavelength ranges as opposed to the infrared range are related to greater process stability and better surface tolerance”. The researcher from Aachen recommends a change of mindset. Rather than considering whether the green disc laser or blue diode laser can replace infrared laser sources, users should ask themselves how the new lasers can help them complete joining tasks that were impossible until now – such as hairpin welding for electric motors.
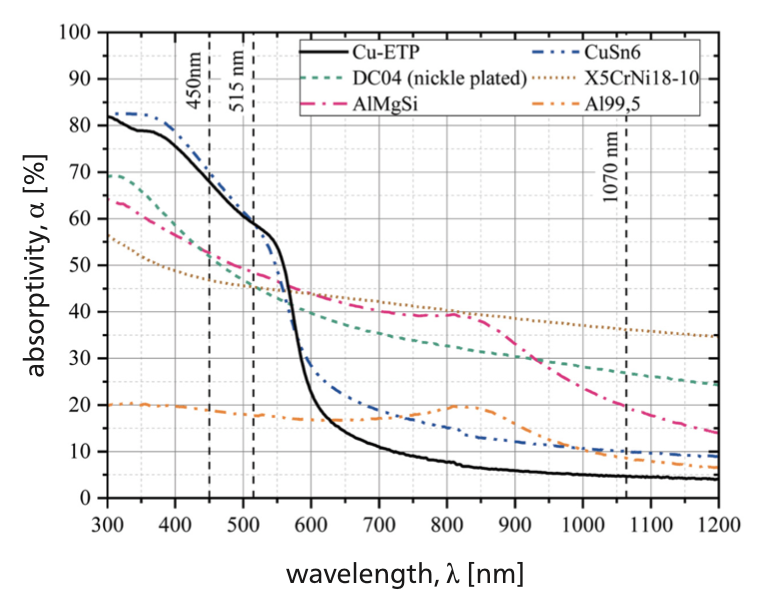
The graphic indicates the absorption level of different metals at various wavelengths from λ = 300 nm to λ = 1200 nm.
Source: ©2020 Old City Publishing, Inc.
Published by license under the OCP Science imprint, a member of the Old City Publishing Group
RAYLASE WELDING MODULE SUPERSCAN-IV-30 [515]
The RAYLASE WELDING MODULE is also available for the Camera decoupling and a parallel connection for a welding wavelength 515 nm and easily processes tasks requiring monitoring sensor can also be provided on request.
laser power up to 3 kW in the green wavelength range.
![SUPERSCAN-IV-30 [515]](https://www.raylase.de/_Resources/Persistent/5/5/f/3/55f338e868cbe4d6753e9a5370c8a3702603f5d6/Schweissmodul.jpg)
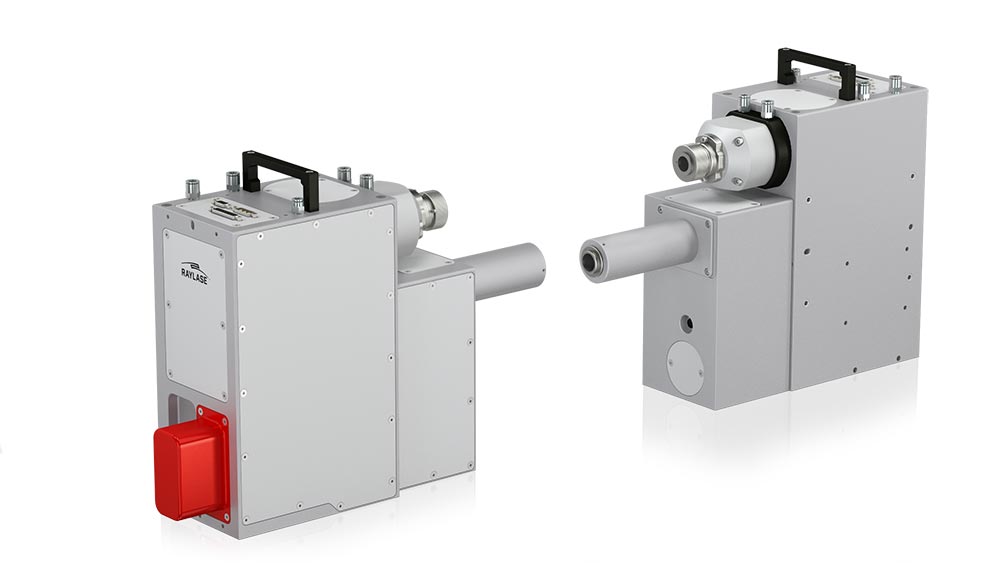
UNRIVALLED FOR THE HAIRPIN WELDING PROCESS – THE AXIALSCAN FIBER-30 FROM RAYLASE
With its high-quality, powerful optical elements and connectable sensors, the pre-focussed deflection laser system with pre-adjustable processing field sizes from
250 x 250 mm2 to 850 x 850 mm2 ensures precise weldseams for superior quality. This type of system is as yet unrivaled in the market and is ideally suited to the welding of individual copper hairpins.
THE AXIALSCAN FIBER-30 with the new RAYSPECTOR monitoring module
The RAYSPECTOR is available as an optional enhancement. It offers camera monitoring with focus tracking – useful, in particular, for reliable optical detection of hairpin positioning – as well as a second channel for adapting welding monitoring systems. The camera‘s automatic focus tracking is the product‘s most important unique selling point
in the market. Welding is supported by the functions in the latest RAYGUIDE software. It includes power ramping functionality for welding to ensure that the material to
be processed is heated, thereby avoiding fracture. It also provides various lissajous figures for a range of laser beam modulations.
Besonderheiten
- “High Power” version for welding in the e-mobility market or “High Dynamic” version for the powder-bed process (SLM) in additive manufacturing
- Easy system integration with a direct laser fibre connection and a range of attachment options
- “On-axis” quality control with an integrated process monitoring interface
- IP64 with a second additional protective window
- Camera monitoring with focus tracking and parallel connection of additional sensors
- Processing field sizes: 250 mm2 x 250 mm2 to 850 mm2 x 850 mm2
- Very large Z axis for 2.5D and 3D applications
- Up to 4 kW laser power (single- and multi-mode)
- Optional air cooling
Part of the holistic approach behind this RAYLASE solution is to offer the customer tools and techniques that also enable the calibration and re-calibration of processing fields. The company also supplies the “Multipoint Editor” software component, which is part of all laser software from RAYLASE.
