Schweißen UND BONDEN von ELEKtronik
Scan System für das Schweissen und Bonden von Leistungselektronik
Welches Scan-System eignet sich für das Schweißen und Bonden von Leistungselektronik?
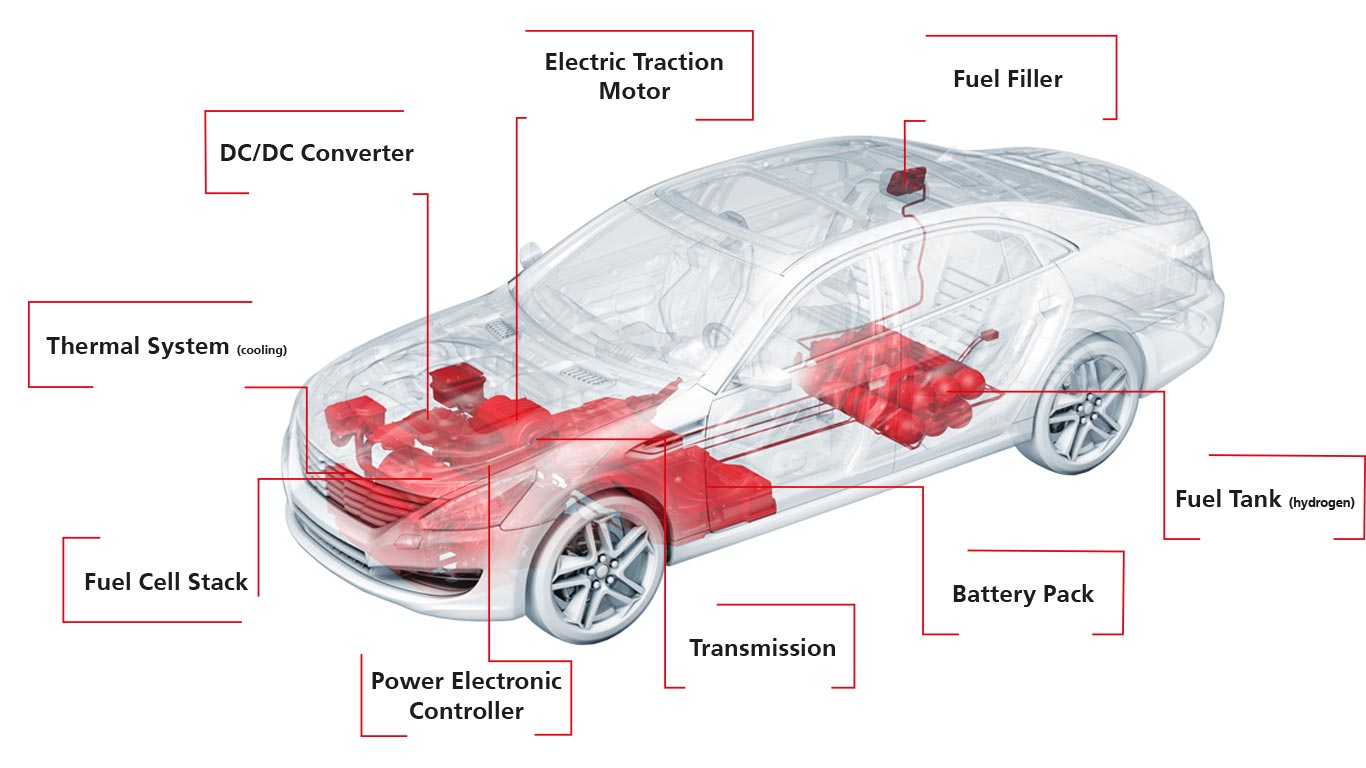
In der „Leistungselektronik“ wird die elektrische Energie von elektronischen Bauelementen gesteuert, umgeformt oder verschaltet. Und überall da, wo mit Strom Lasten und Gewichte bewegt werden, braucht es eine entsprechende Leistungselektronik. Das ist bei Kränen, in Aufzügen, bei Gabelstaplern, in automatisierten Lagern und auch bei Transportfahrzeugen wie Schiffen, Zügen, Flugzeugen etc. und insbesondere im Bereich des Elektroantriebs der Fall.
VORZÜGE DER LASERTECHNOLOGIE FÜR DIE LEISTUNGSELEKTRONIK
Die moderne Lasertechnologie mit ihren Strahlablenkeinheiten leistet bei der Produktion von Leistungselektronik Großes. Insbesondere in den Produktions-schritten reinigen, schneiden, verbinden und schweißen überzeugen innovative Laser-Ablenkeinheiten durch mannigfaltige Vorteile in den großen industriellen Wachstumsmärkten der Automation und der Elektromobilität.
Für Elektrofahrzeuge heißt das, die elektrische Energie mittels Leistungselektronik für den elektrischen Antriebsmotor in die passende Spannung und Frequenz umzuwandeln. Und wo Strom fließt, ist folgendes zwingend notwendig: Sicherheit und Qualität. Beides bieten moderne Lasersysteme zuverlässig.
Produkt-Lösung
RAYLASE offeriert Maschinenbauern und Herstellern von Leistungselektronik die geeignete Laserstrahlablenkeinheit mit vielfältigen Konfigurationsmöglichkeiten für das Verbinden, Schweißen und Löten von elektrischen Bauteilen. Beim Verbinden von Batterieterminals bzw. Bonden von Leistungselektronik erreichen konventionelle Verbindungstechniken aufgrund der immer höher werdenden Ströme und Leitungsquerschnitte ihre physikalischen Grenzen. Das Laser-Bonden ist hier eine Technologie, die es erlaubt, auch bei höheren Drahtquerschnitten ohne große Klemmkräfte eine sichere Verbindung zu erzeugen. Oftmals wird hier der Laserstrahl dabei „gewobbelt“, das heißt mittels Lisajou-Figuren eine definierte Schweißlinienbreite erzeugt, die eine starke und zuverlässige Verbindung der Kontakte gewährleistet.


GEFORDERT SIND DYNAMIK, SCHNELLIGKEIT UND GENAUIGKEIT
Bei diesen Prozessschritten in der Leistungselektronik-Fertigung kommt es besonders auf Schnelligkeit, Dynamik und Genauigkeit der Laserablenkeinheit und der entsprechenden Optiken an, wie sie der SUPERSCAN IV mit steifen und sehr leichten Silicium-Carbid-Spiegeln von RAYLASE bietet.
STARKE VERBINDUNGEN FÜR GUTEN STROMFLUSS
Für das „Bonding“ von Kupfer und Aluminium wurde in der Vergangenheit oft das Ultraschall-Schweißen genutzt. Für sehr feine, dünne Materialien bleibt es das geeignete Verfahren, demgegenüber punktet der Laser im Bereich Micro-Schweißen bei breiteren Bändern, auch „Ribbon-Bonding“ genannt. Der Laser-Scanner überzeugt durch einen geringeren Anpressdruck und verhindert damit, dass das darunter liegende Kontaktmaterial beschädigt wird. Zu diesem Ergebnis kommt auch ein öffentlich gefördertes Forschungsprojekt des ILT in Aachen, das die verschiedenen Effekte, sprich Vorteile und Grenzen, der unterschiedlichen Technologien gegeneinander abwägt.
PUNKTGENAUES LASER-LÖTEN MIT GERINGER ERWÄRMUNG
Auch die gebräuchliche Technologie des Laser-Lötens gehört zur Leistungselektronik und wird vor allem bei der Produktion von Chips auf Platinen für Handys oder in der Antennenproduktion eingesetzt. Übliche Verfahren haben oft den Nachteil, dass sie das gesamte Bauteil zu sehr erwärmen und andere Materialien dadurch in Mitleidenschaft gezogen werden. Hier bietet der Laser den Vorteil einer sehr präzisen Verbindung der Kontaktstellen mittels Draht bei kleinstmöglicher Wärmeeinflusszone. Von äußerster Bedeutung für das Ergebnis sind die entsprechende Genauigkeit und auch die Wiederholgenauigkeiten der Scan-Systeme, um auch in der laufenden Serienproduktion nur die Sollstellen auf den Produkten mit Laserenergie zu beaufschlagen.
WELCHE LASERSTRAHL-ABLENKEINHEIT PASST FÜR WELCHE AUFGABE?
Welche besonderen Systemkonfigurationen der Ablenkeinheit zu welchem Job passen, bestimmen die individuellen Anforderungen an die Herstellung der Leistungselektronik und der dabei verwendeten Materialien und Materialstärken und natürlich die spezifische Aufgabe. Zudem spielt eine erhebliche Rolle, welche Prozessfeldgröße mit einer Ablenkeinheit bearbeitet werden soll, um höchste Qualität zu garantieren.
RAYLASE-Lösung HIGH-POWER-SCHWEISSMODUL – optimal in der Batteriezellproduktion
Das Laser-Schweißen von Batteriezell-Abdeckungen ist so eine typische Applikation für das HIGH-POWER-SCHWEISS-MODUL ebenso wie das Verschweißen von Zell-Kontaktflächen aus Aluminium oder Kupferblechen, um die einzelnen Zellen elektrisch zu einem Batterieblock zu verbinden. Das Modul ist darüber hinaus eine perfekte Lösung zum Schweißen von Stahlblechen im „Remote Welding“-Verfahren, montiert auf Achsportalen oder Roboterarmen. Für das Laserschweißen von Kunststoff stehen neben den Ablenkeinheiten mit 30 mm Apertur auch Ablenkeinheiten mit 20 mm Apertur zur Verfügung.

Besonderheiten
- Drei verfügbare Ablenkeinheit-Typen: „Economical“,
„High speed“, „Full digital – high precise“ - Faserkollimator für alle gängigen Fasern und Strahlparameterprodukte
- On-Axis-Kamera und/oder Sensorik zur Kontrolle der Schweißnahtparameter sowie Schutzglasüberwachung
- Verschiedenste Spiegel-Substrate und -Beschichtungen für vielfältige Anwendungen
- Laserleistungen bis 6 kW (8 kW, 75 % duty cycle)
RAYLASE-Lösung - RAYLASE SUPERSCAN IV – nie war Laser-Bonding so einfach
Der SUPERSCAN IV gehört zu den ultraschnellen Scannern, er bietet die höchst Wobbelfrequenz und ist daher besonders für das Laser-Bonding an Batteriezellen geeignet. Seine hohe Dynamik und Endgeschwindigkeit wird vor allem bei Marking-and-processing-on-the-Fly(MOTF)-Anwendungen in Verbindung mit einem unserer Linear-Translator-Module eingesetzt. Das robuste, wassergekühlte Masterblock-Design erlaubt in Verbindung mit der optionalen Luftspülung Laserleistungen bis 6 kW.
Besonderheiten
- Ansteuerung über SL2-100 Protokoll 20 Bit oder
XY2-100 Protokoll 16 Bit - Stark reduzierte Verlustleistung und geringste
Wärmeentwicklung durch digitale PWM-Endstufe - Hohe Dynamik und Geschwindigkeiten für größtmögliche Produktivität besonders bei MOTF-Anwendungen
- Verschiedenste Spiegel-Substrate und Beschichtungen für vielfältige Anwendungen
- Verfügbare Apertur (mm): 10, 15, 20, 30

RAYLASE-Lösung RAYLASE AXIALSCAN 30 FIBER – Spitzenprodukt für Schweißprozesse
Einer der Stars unter den Ablenkeinheiten aus dem Hause RAYLASE ist der AXIALSCAN 30 FIBER – ein Spitzenprodukt für Schweißprozesse in der Elektromobilität und der additiven Fertigung. Über unterschiedliche mechanische Schnittstellen von unten und von oben - seitlich ist auch ein Roboterflansch möglich - lässt sich das Ablenksystem problemlos in jede Laseranlage integrieren. Der eingebaute Faserkollimator ermöglicht das Anstecken der Laserfaser ohne Strahlengang-Justage. Ein zweites, außen liegendes Schutzglas kann einfach und schnell gewechselt werden und ist optional überwachbar. Am Prozesslichtausgang können Kamera- und Schweißüberwachungssysteme aberrationsfrei adaptiert werden. Die gesamte Optik ist staubgeschützt und deshalb bestens für den Einsatz in rauer Industrieumgebung geeignet.

Besonderheiten
- „High Power“-Version für das Schweißen im E-Mobility-Bereich oder „High Dynamic“-Version für die additive Fertigung im Pulverbettverfahren (SLM)
- Vierfache Produktivität durch „quadruple Design” mit 100 % Überlappung über dem Baufeld
- Staubdicht und ausgelegt auf die Erfordernisse von industriellen Pulverbett-Maschinen
- Einfache Systemintegration mit direktem Laserfaser-Anschluss und vielfältigen Befestigungsmöglichkeiten
- „On-Axis”-Qualitätskontrolle durch integrierte „Prozess-Monitoring”-Schnittstelle
- Integrierter Fiber Kollimator
- IP64 mit zusätzlichem zweitem Schutzfenster
- Integrierter Sensor und Kameraüberwachung
- Prozessfeldgrößen: 200mm x 200mm2 auf 800mm x 800mm2
- Sehr großer Z-Hub für 2.5-D bzw. 3-D Anwendungen
- Bis zu 4 kW Laserleistung (Single- und Multi-Mode)
- Optionale Luft- und Wasserkühlung
